Plastist survevormid

Lühike kirjeldus:
Plastist sissepritsevorm on plasttoodete tootmise tööriist, mida kasutatakse peamiselt masstootmiseks. Süstevorm võimaldab mugavalt ja kiiresti plasttoodete täieliku struktuuri ja täpse suuruse.
Mis on plastist survevormid
Plastist sissepritsevorm(survevaluvorm) on omamoodi seade plasttoodete tootmiseks ning ka tööriist, mis annab plasttoodetele täieliku struktuuri ja täpse suuruse. Pritsevormimine on omamoodi töötlemismeetod, mida kasutatakse mõne keeruka osa masstootmisel. Täpsemalt, kuumtöötlusega sulatatud plast süstitakse survevalu masina poolt kõrge rõhu all vormiõõnde ning seejärel jahutatakse ja tahkestatakse vormitud toodete saamiseks.
Süstevormi omadused
1. Süstevorm võib korraga moodustada keeruka struktuuri, täpse suuruse ja hea sisekvaliteediga plastosasid.
2. Kuigi plastist vormi struktuur võib plastiku mitmekesisuse ja jõudluse, plasttoodete kuju ja struktuuri ning süstimismasina tüübi tõttu olla väga erinev, on põhistruktuur sama. Vorm koosneb peamiselt valamissüsteemist, temperatuuri reguleerimissüsteemist, moodustavatest osadest ja konstruktsiooniosadest. Valamissüsteem ja vormimisosad on osad, mis on plastikuga otseses kokkupuutes ja vahetuvad koos plastide ja toodetega. Need on plastvormi kõige keerukamad ja muutlikumad osad, mis vajavad kõrgeimat töötlemisviimistlust ja täpsust.
Süstevormide koostis
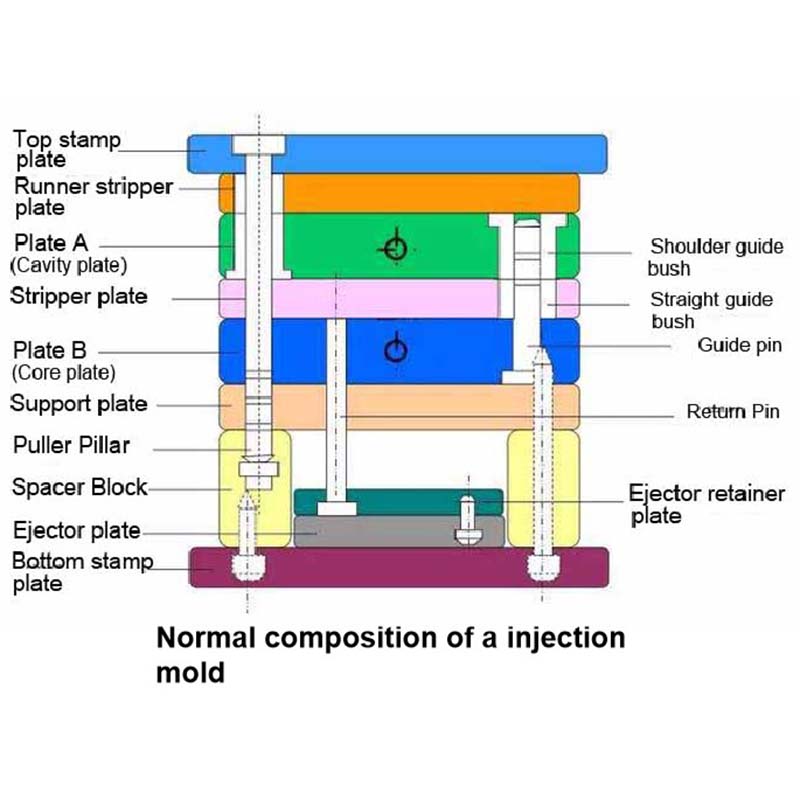
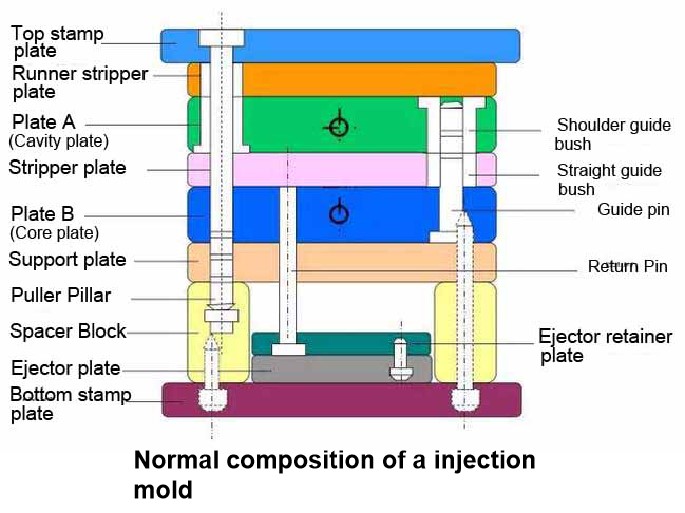
Süstevorm koosneb liikuvast vormist ja fikseeritud vormist. Liikuv vorm paigaldatakse survevalu masina liikuvale mallile ja fikseeritud vorm paigaldatakse survevalu masina fikseeritud mallile. Pritsevormimise ajal suletakse liikuv vorm ja fikseeritud vorm valamissüsteemi ja vormi õõnsuse moodustamiseks. Vormi avamisel eraldatakse liikuv vorm ja fikseeritud vorm plasttoodete väljavõtmiseks. Vormide kujundamise ja valmistamise suure töökoormuse vähendamiseks kasutatakse enamikus survevormides standardset vormi alust.
Vormide tüübid vastavalt kasutusomadustele
(1) Kuumad jooksuvormid
Kütteseadme abil ei tahke valamissüsteemis olevad plastikud tahkuma ega koos tootega lahti, nii et seda nimetatakse ka ilma jooksjata. Eelised: 1) jäätmed puuduvad 2) võivad vähendada sissepritsesurvet, kasutada mitmeõõnelisi vorme 3) lühendada vormimistsüklit 4) parandada kuumade jooksjate vormimisomadustele sobivate toodete kvaliteeti: 5) plastist sulamistemperatuuri vahemik on lai. Sellel on madalal temperatuuril hea voolavus ja kõrgel temperatuuril hea termiline stabiilsus. 6) see on rõhutundlik ja ei voola ilma rõhuta, kuid rõhu rakendamisel võib see voolata. 7) hea erisoojus, et vormis kiiresti jahtuda. Kuumade jooksjate jaoks on saadaval plastikud: PE, ABS, POM, PC, HIPS, PS. On kahte tüüpi tavalisi kuumajooksjaid: 1) soojendusjooksja režiim 2) adiabaatilise jooksja režiim.
(2) Kõvad vormid
Sisemises stantsis kasutatav terasplaat vajab kasutusnõuete täitmiseks pärast ostmist kuumtöötlust, näiteks karastamist ja karbureerimist. Sellist survevaluvormi nimetatakse kõvaks die-vormiks. Näiteks sisemine stants võtab kasutusele terasest H13, terasest 420 ja terasest S7.
(3) Pehmed vormid (alla 44 HRC)
Sisemises vormis kasutatav teras suudab pärast ostu soojenemist täita ilma kuumtöötluseta. Sellist süstimist nimetatakse pehmeks hallituseks. Kui sisemine stants on valmistatud P20 terasest, trummiterasest, 420 terasest, NAK80, alumiiniumist ja berülliumvaskist.
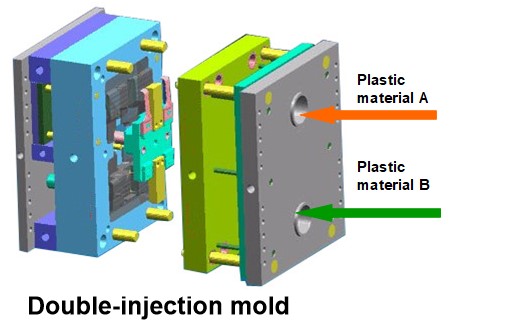
(4) topelt-süstevormid
Kahekordse sissepritsega vorm on vorm, milles kaks plastmaterjali süstitakse samasse survevalu masinasse ja vormitakse kaks korda, kuid toode visatakse välja ainult üks kord. Üldiselt nimetatakse seda vormimisprotsessi ka kahekomponendiliseks survevaluks, mis on tavaliselt lõpule viidud valuvormide komplektiga ja mis nõuab spetsiaalset kahelöögilist survevalu masinat
(5) Valuvormi kaunistamise ja hallituse märgistusega survevalu
Plastist survevaluvormide klassifitseerimine väravasüsteemi järgi
Plastvorme saab vastavalt väravasüsteemi erinevatele tüüpidele jagada kolme kategooriasse.
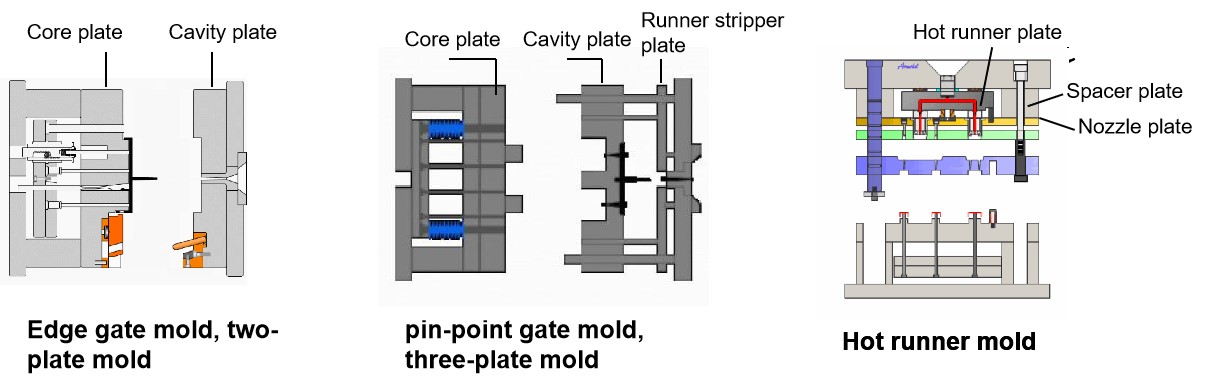
(1) Servavärava vorm (kahe plaadiga vorm): Jooksur ja värav demonteeritakse koos eraldusjoonel oleva tootega. Kujundus on kõige lihtsam, hõlpsasti töödeldav ja hind on madal. Seetõttu kasutab rohkem inimesi töötamiseks suurt pihustussüsteemi. Plastvormi struktuur on jagatud kaheks osaks: dünaamiline vorm ja fikseeritud vorm. Süstimismasina liikuv osa on liikuv osa (enamasti väljapaiskamise pool) ja sissepritseseadme väljutusotsas olevat tegevusetust nimetatakse tavaliselt kinnitusvormiks. Kuna suure düüsi vormi fikseeritud osa koosneb tavaliselt kahest terasplaadist, nimetatakse seda ka kahe plaadiga vormiks. Kahe plaadiga vorm on suure düüsi vormi kõige lihtsam struktuur.
(2) tihvtvärava vorm (kolme plaadiga vorm): jooksur ja värav ei asu eraldusjoonel, tavaliselt otse tootel, nii et düüside eraldusliini rühma kujundamine on keerulisem ja neid on raske töödelda . Peen düüsisüsteem valitakse tavaliselt vastavalt toote nõuetele. Peendüüsi molgi fikseeritud osa koosneb üldjuhul kolmest terasplaadist, nii et seda nimetatakse sellist tüüpi konstruktsioonivormi jaoks ka "kolmeks plaadivormiks". Kolme plaadiga vorm on peene düüsi vormi kõige lihtsam struktuur.
(3) Kuum jooksjavorm: sellise vormi struktuur on põhimõtteliselt sama mis peene düüsi puhul. Suurim erinevus on see, et jooksja asub ühes või mitmes püsiva temperatuuriga kuumades jooksuplaatides ja kuumades imemistes. Külma materjali lahtivormimist ei toimu ning jooksja ja värav on otse tootel. Seetõttu ei vaja jooksja vormimist. Seda süsteemi nimetatakse ka düüsivabaks süsteemiks, mis võib toorainet säästa ja on rakendatav. Kallima tooraine ja kõrgemate toodete nõudmiste korral on seda keeruline kujundada ja töödelda ning stantside ja vormide maksumus on kõrge. Kuumjooksusüsteem, tuntud ka kui kuumjooksusüsteem, koosneb peamiselt kuumajooksuhülsist, kuumjooksuplaadist ja temperatuuri reguleeritavast elektrikastist. Meie ühisel kuumjooksusüsteemil on kaks vormi: ühepunktiline ja mitmepunktiline jooksja. Ühe punktiga kuum värav on sulatatud plasti süstimine otse õõnsusse ühe kuuma värava hülsi abil, mis sobib ühe õõnsuse ja ühe värava plastvormi jaoks; mitmepunktiline kuum värav on sulatatud materjali jagamine kuumavärava plaadi abil igasse haru soojusvärava hülsi ja seejärel sisestada õõnsusse. See sobib ühe õõnsuse, mitmepunktilise sööda ja mitme süvendiga
Plastist survevormide pealekandmine
Injektsioonvorm on oluline protsessiseade mitmesuguste tööstustoodete tootmiseks. Plastitööstuse kiire arengu ning plasttoodete reklaamimise ja rakendamise kaudu tööstussektorites, nagu lennundus, lennundus, elektroonika, masinad, laevad ja autotööstus, on ka hallitusse kuuluvate toodete nõuded üha kõrgemad. Traditsiooniline vormi kujundamise meetod ei ole suutnud tänapäeva nõudeid täita. Võrreldes traditsioonilise valuvormi kujundusega on arvutipõhise disaini CAE-tehnoloogial suuri eeliseid tootlikkuse parandamisel, toote kvaliteedi tagamisel, kulude ja töömahukuse vähendamisel.
1. Elektroonika- ja sidetooted:
2. kontoriseadmed;
3. Autode varuosad;
4. kodumasinad;
5. elektriseadmed;
6. Meditsiini- ja keskkonnakaitse;
7. Tööstusrajatised;
8. tehisintellekt;
9. Transport;
10. Ehitusmaterjalid, köögi- ja tualetitarbed ning tööriistad
Mestech on professionaalne tootja, kes tegeleb sissepritsevormide tootmise ja sissepritsetootmisega ligi 20 aastat. Meil on suurepärane insenerimeeskond ja rikkalik tootmiskogemus. Saame oma klientidele kujundada ja toota kvaliteetset plastist survevormi. Meie valuvormid hõlmavad elektroonilisi, elektrilisi, autotööstuse, meditsiini-, transpordi- ja tööstusseadmeid. Kui vajate, võtke palun meiega ühendust.