Kahekordne survevalu

Lühike kirjeldus:
Kahekordne survevalu on plastist vormimisprotsess, mille käigus süstitakse ühele ja samale injektsioonimasinale korraga kaks vormide komplekti, moodustades ühe osa kahest erinevast plastmaterjalist.
Kahekordne survevalu (seda nimetatakse ka kahekordseks vormimiseks, kahevärviliseks survevaluks).
Topeltpressivormimine on plastist vormimisprotsess, mille käigus ühele ja samale survemasinale süstitakse korraga kaks vormide komplekti, moodustades ühe osa kahest erinevast plastmaterjalist. Mõnikord on need kaks materjali erinevat värvi, mõnikord on kaks erinevat kõvadust ja pehmust, saavutades seeläbi toote nõutavad mehaanilised omadused ja esteetika.
Kahekordse süstimisega plastist vormi ja osade pealekandmine
Kahekordse survevalu abil valmistatud plastosasid on laialdaselt kasutatud elektroonikatoodetes, elektritööriistades, meditsiinitoodetes, kodumasinates, mänguasjades ja peaaegu kõigis teistes plastväljades. Kiiresti on arenenud ka kahevärviliste vormide tootmine ja vormimine, samuti kahevärviliste survevalu masinate ning kahevärviliste survevormide toormaterjalide uurimine ja arendamine.
Kahekordse sissepritsega osade juhtum
Kasutatakse kahte erinevat tüüpi plastikut ja plasttooteid, mida saab selgelt eristada kahte tüüpi plastikust, nimetatakse kahekordse sissepritsega osadeks.
Mis on topelt survevalu vormimise eelis?
Traditsioonilise survevalu abil on kahematerjalilisel ühepritsevormimisel järgmised eelised:
1. Osade sise- ja väliskiht võtab kasutusele erinevad materjalid, millel on erinevad omadused, näiteks need, millel on sisekihis hea tugevus, ja need, mille välispinnal on värv või tera, et saavutada terviklikku jõudlust ja välimust.
2. Materjali pehme-kõva kooskõlastamine: detaili põhiosa kasutab kõvasid materjale, kokkupaneku sobiv pind elastse pehme vaigu (TPU, TPE) abil võib mängida toote väga head tihendavat efekti, näiteks veekindel, tolmukindel.
3. Vastavalt erinevatele kasutusomadustele, näiteks raskete osade pinnakiht kasutab pehmet plastvaiku, võib detaili kere või südamik kasutada kõva plastvaiku või vahustatud plastmass võib kaalu vähendada.
4. Kulude vähendamiseks saab kasutada madala kvaliteediga südamikmaterjale.
5. Osade südamikmaterjal võib toote jõudluse suurendamiseks kasutada kalleid ja spetsiaalseid pinnaomadusi, nagu näiteks elektromagnetilised häired, kõrge juhtivus ja muud materjalid.
5. Osade pind või südamik võib olla valmistatud kallitest materjalidest, millel on erilised omadused, näiteks elektromagnetilised häired, kõrge juhtivus ja muud materjalid toote jõudluse suurendamiseks.
6. Kortikaalsete ja südamikumaterjalide korralik segamine võib vähendada jääkpinget, suurendada osade mehaanilist tugevust või pinnaomadusi.
7. Võrreldes pealevormimisega on sellel kvaliteedi, kulude ja tootlikkuse osas suuri eeliseid.
Kahekordse survevaluvormi puudus
1. On vaja investeerida kahekordse sissepritsega vormimismasina ostmisse.
2. Kahekordse sissepritsega vormide sobitamine nõuab täpsust: tagumistel valuvormidel on samad nõuded. Kui tootel on muudatusi disainis, peavad mõlemad vormid sama tagamiseks tegema samad muudatused. See lisab stantside hooldamisele töökoormust.
3. Topelt survevalu masin on see, et kaks paari vorme jagavad sama survevalu masina ruumi ja võimsust, nii et suuremahulisi tooteid ei saa süstida.
Kahekordse survevalu vormimise protsessi ja vormimise protsessi vahe
Kahekordne survevalu ja vormivormimine on mõlemad sekundaarsed survevalu, kuid need on üsna erinevad.
1. Ülevalamisprotsessi vormid, mida nimetatakse ka sekundaarseks vormimiseks, viiakse läbi tavalistel survevalu masinatel. Toode moodustatakse kahes etapis. Pärast toote eemaldamist ühest vormide komplektist pannakse see teise survevalu jaoks teise vormide komplekti. Seetõttu kasutatakse vormimisprotsessis tavalist survevalu masinat.
2. Kahekordne survevalu on see, et samasse survevalu masinasse süstitakse kahte tüüpi plastmaterjale, moodustades kaks korda, kuid toode tuleb välja ainult üks kord. Üldiselt nimetatakse sellist vormimisprotsessi ka topeltmaterjalist survevalu, mis on tavaliselt lõpule viidud kahe vormivormiga ja nõuab spetsiaalset topeltpressimisega vormimismasinat.
3. Kahekordne survevalu on pidev tootmisviis. Sellel ei tehta osade väljavõtmist ja keskele asetamist, see säästab osade ümberpaigutamise aega ja vigu, vähendab oluliselt kehva tootmise määra ning parandab oluliselt toote kvaliteeti ja tootmise efektiivsust võrreldes vormimisprotsessiga.
4. Overmolding protsess sobib madalate kvaliteedinõuete ja väikeste tellimustega toodete survevalu vormimiseks. Piiratud kahekordse survevalu vormimismasina spetsifikatsioonidega, ei sobi see tavaliselt suuremate osade survevalu vormimiseks.
5. Kahekordse sissepritsega vormide kaks esivormi peavad olema identsed ja kapseldamisvormidel seda nõuet ei ole. Seetõttu on topeltpressimisvormide täpsus ja maksumus suurem kui kapseldatud survevormidel.
Kahekordse survevalu vormimise protsessi näpunäited:
1. Kahekordse sissepritsega vormimise protsessis on neli olulist elementi: topelt-survevalu masin, topelt-survevorm, sobiv plastmaterjal ja mõistlik detailide kujundus.
2. Materjali valik pehmest ja kõvast kummist topeltpritsvormimisest Kahevärvilise survevalu puhul peab olema teatud temperatuurivahe kahte tüüpi materjalide sulamistemperatuuri vahel. Üldiselt on soovitatav, et esimese süstematerjali sulamistemperatuur oleks kõrgem kui teise süstematerjali sulamistemperatuur ja et esimese süstimismaterjali sulamistemperatuur oleks kõrgem kui teise süstematerjali sulamistemperatuur.
3. Läbipaistvate ja läbipaistmatute materjalide süstimisjärjestus: esimene lask on valmistatud läbipaistmatutest materjalidest ja teine lask on valmistatud läbipaistvatest materjalidest. Näiteks on läbipaistmatud materjalid tavaliselt kõrge materjalitemperatuuriga arvutid ja teise läbipaistva materjali jaoks kasutatakse PMMA või PC. PC-d tuleb kaitsta UV-kiirgusega. PMMA võib valida UV-kiirguse või kõvenemise. Kui pinnal on märke, peab see valima UV.
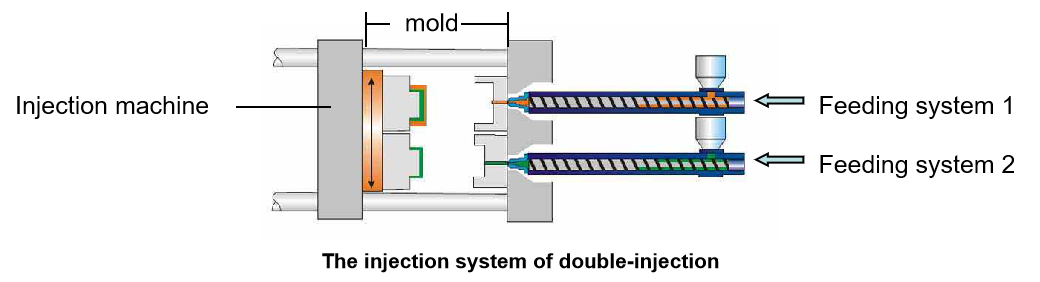
Mis on kahekordse sissepritsega vormimismasin?
Kahe tünni ja sissepritsesüsteemi ning vormi positsiooni muundamise mehhanismi pritsevormimismasinat nimetatakse kahekordse survevormimise masinaks, mida kasutatakse kahevärvilise survevalu jaoks. Pritsevormimismasinatel on tavaliselt kahte tüüpi: paralleelne survekruviga masin ja vertikaalne survekruviga survevalu.

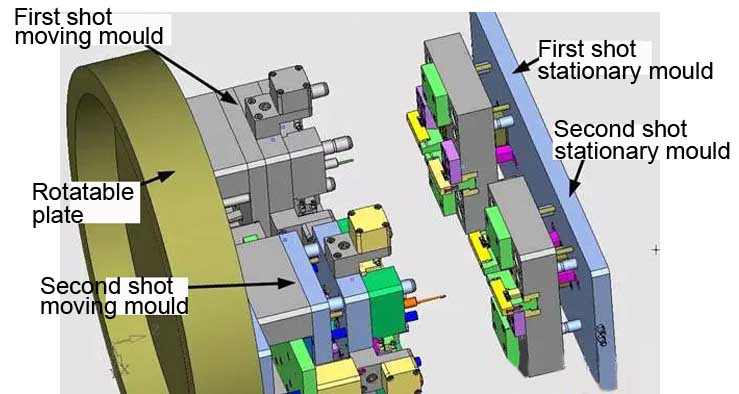
Mis on topelt-süstevorm?
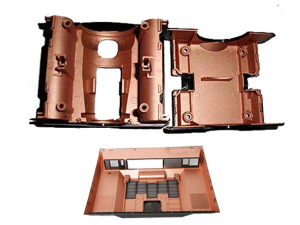
Hallitust, mis süstib järjest kahte liiki plastmassi ja toodab kahevärvilisi tooteid, nimetatakse kahevärviliseks vormiks. Kahevärvilised survevormid on tavaliselt ühe osa jaoks kaks vormide komplekti, mis vastavad vastavalt esimesele ja teisele pildile. Kahe matriitsi tagumine stants (isane surm) on sama, kuid esikülg (emase suremine) on erinev.
Normaalse tootmise jaoks tuleb topelt-survevormid paigaldada topelt-survevormimismasinale.
Näpunäited kahekordse sissepritsega vormide kujundamisel
1. Hallituse südamik ja õõnsus
Kahekordse sissepritsega vormi moodustav osa on põhimõtteliselt sama mis üldise survevormi puhul. Erinevus seisneb selles, et sissepritsevormi mulgustit kahes asendis tuleks pidada samaks ja nõgus vorm peaks nende kahe mulgustiga hästi koostööd tegema. Üldiselt on sellised plastosad väiksemad.
KAHEKORDNE INJEKTSIOONIVORM
2. Väljutusmehhanism
Kuna kahevärvilisi plastosasid saab lahti võtta alles pärast teist süstimist, ei tööta esmase sissepritseseadme vormimismehhanism. Horisontaalselt pöörleva sissepritseseadme jaoks võib väljapaiskamise masina väljutusmehhanismi kasutada. Vertikaalselt pöörleva sissepritseseadme puhul ei saa sissepritseseadme väljutusmehhanismi kasutada. Pöördlauale saab seada hüdraulilise väljutuse väljutamise väljutusmehhanismi.
3. Väravasüsteem
Kuna tegemist on kahekordse sissepritsega vormimisega, on väravasüsteem jagatud üheks sissepritsesüsteemiks ja sekundaarseks sissepritsesüsteemiks, mis on vastavalt kahest survevaluseadmest.
4, vormi aluste järjepidevus Kuna kahekordse sissepritsega vormimise meetod on eriline, peab see teineteisega koostööd tegema ja kooskõlastama, nii et kahe matriitsi juhtseadmete paari suurus ja täpsus peaksid olema järjepidevad. Horisontaalselt pöörlevate survevaluvormide puhul peaks vormide sulgemiskõrgus olema sama ja kahe vormi keskpunkt peaks olema samal pöörderaadiusel ja vahe on 180. Vertikaalselt pöörleva survevalu masina puhul on kaks paari vorme peaks olema samal teljel.
Kahekordse sissepritsega vormimise väljatöötamine
Mitmevärvilise survevalu ja kahematerjalse ühispritsevormimise omaduste ja rakenduste põhjal on näha, et tulevikus on trend traditsiooniline survevaluvorm järk-järgult asendada. Uuenduslik survevalu tehnoloogia mitte ainult ei paranda survevalu protsessi täpsust, vaid avab ka survevalu protsessi välja. Uuenduslikest väljutusseadmetest ja -protsessidest piisab kasvava nõudluse rahuldamiseks mitmekesiste, kvaliteetsete ja kõrge lisandväärtusega toodete järele.
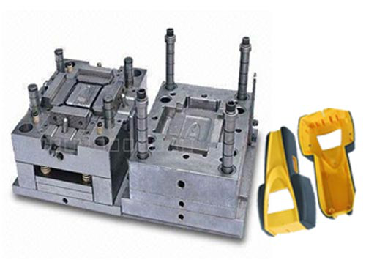
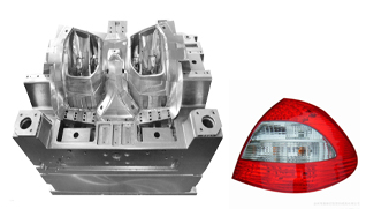
Mestech pakub juba aastaid autode ümbriste, pihuseadmete kestade, kõlarite korpuste, klahvinuppude, käepidemete ja muude kahevärviliste või kahest materjalist toodete topelt sissepritsevormimist. Kui teil on nõudlust, võtke meiega ühendust